Vintage Workshop
Vintage WorkshopServices for Brough Superior motorcycles and their contemporaries
|
Vintage Workshop Services for Brough Superior motorcycles and their contemporaries |
Castle forks spring abutments last update: 2/2004
| I ordered a pair of plungers from the Brough Superior Club, assuming
these were ready machined items, but they were castings. So, well, let's machine them. |
|
| First step was to bore the casting. Fortunately the top can be taken in a 3-jaw chuck, which means you can machine the lower part to run true to the top part which will not be machined at all. |
|
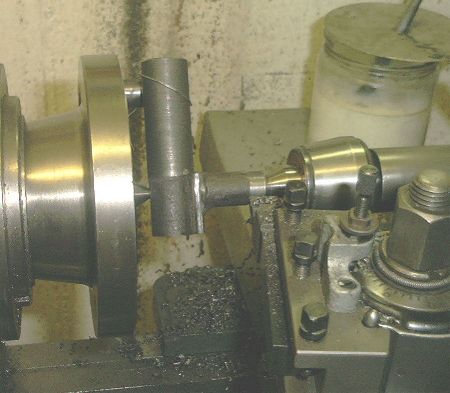
| Next, with a live centre in the bore made before, the outside can be machined to be a nice fit in the front tubes. |
|
| Now the bit is reversed and the bore for the spring guide rod is machined. |
|
| Unfortunately the outer diameter cannot be completely finished on the lathe, as the pivot pin is in the way. Thus I finished the top 2 millimetres on the dividing head of the mill. |
|
| It had to go on the mill anyway, for making the pivot pin quite
rectangular to the main body.
After milling the end plain, I bored the hole for the thread and a centre bore on the opposite side. |
|
| After which it could go back on the lathe to turn the outer diameter of the pivot pin. |
|
| which was it, save for cleaning up the bit that goes in the slit of the tubes a little, and save for the left and right hand threads in the pivot pins... |
|
Any kind of feedback to
![]() is
appreciated
is
appreciated
(sorry, this is not a clickable 'mailto:' hyperlink. If you want
to write me, please type my address in your mailer. )